地址:煙臺市福山高新區祥福街88號
電話:+86-0535-6368878
傳真:+86-0535-6365799
郵箱:xinghua0535@126.com
免費電話:400 678 7035轉6636
網址:shiyuetong.cn

瓶蓋是一種密封的瓶子用的,根據不同的功用,有不同形狀、有不同操作方法的瓶蓋,瓶蓋是食品和飲包裝當中重要的一環,也是消費者先與產品接觸的地方。常州加工鋁蓋瓶蓋還具有保持內容物產品密閉性能,而且還具有防盜開啟方面的功能。鋁蓋廠家所以廣泛的應用在了瓶裝產品上,所以瓶蓋為食品,飲業,酒,化工業,制藥業的上游產業,是瓶容器包裝當中關鍵性產品。瓶蓋的發展早期是使用了軟木材質,馬口鐵皇冠蓋及旋開蓋,至今續開發出鋁質的長頸鋁蓋,碳酸飲鋁蓋,熱充填鋁蓋,注射液鋁蓋,藥蓋,掀開式環蓋,鈕爪蓋及塑膠瓶蓋等產品。

鋁塑蓋制作流程:注塑車間→噴涂車間(真空鍍)→移印車間(絲網,移印,燙金,)→組裝(焊接,內蓋與外蓋,擰裝爆裂環)→清雜質→包裝→倉庫 制作流程(鋁蓋)。鋁蓋廠家沖壓車間→(腐蝕,拋光,著色)→移印車間(移印,口杯蓋滴膠)→組裝(組裝,擦膠)→清雜質→包裝→倉庫 制作流程(醫用塑蓋)。常州加工鋁蓋注塑→自動組裝→清雜質→包裝→入庫。

鋁塑蓋沖切熱壓裝置根據工藝方案的設定,將沖切和熱壓兩工序合二為一。常州加工鋁蓋一方面可以保證模切后蓋片的定位準確。另一方面省卻了由于機構分開而多出來的傳動機構。節省空間,提高生產率。鋁塑蓋的成型方法采用沖切工藝。其中模切刀分為陽模和陰模兩部分,陰模固定,當鋁塑膜夾在兩模之間時。陽模上移。鋁蓋廠家依靠陰陽兩模的擠壓將鋁塑膜沖出所需形狀。該方法的優點是對模切刀的磨損小。不用頻繁更換刀具。不足之處是沖切的蓋片沒有切紙工藝切出的蓋片邊緣整齊。而采用電阻加熱法進行熱壓封合。使得熱壓裝置結構簡單、經濟實用。
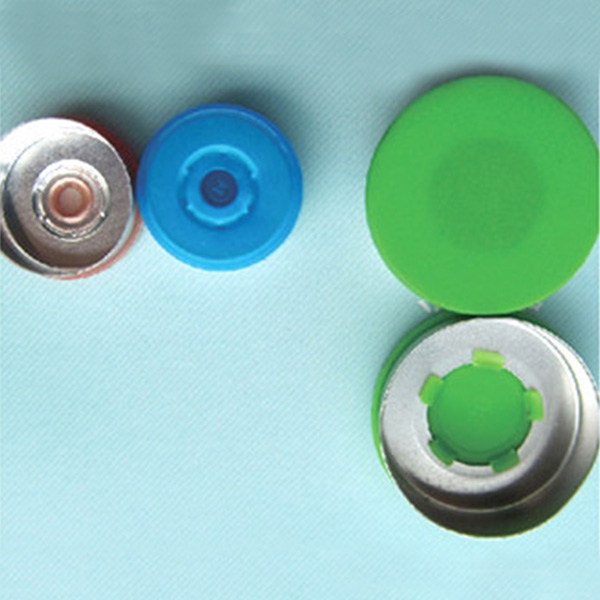
檢查鉚接。鉚接尺寸相同,表面應光滑,厚度均勻,無毛刺,顏色與塑料蓋其顏色變化一致。常州鋁蓋鉚合點直徑應比鋁蓋鉚合孔直徑大1-1.5mm(翻邊式藥用鋁塑組合蓋的翻邊單邊長度為1-1.5mm)賽用藥用鋁塑組合蓋自動成型機能全部達到上述要求。而手工鉚接時表面會出現凹凸不平、周邊不圓、拉絲、毛邊等現象,尤其是用手工工具進行鉚接時,電熱溫度控制,鉚接材料受熱不均,變色,甚至出現焦糊的現象。鋁蓋廠家檢查塑料瓶蓋與鋁瓶蓋之間的間隙,用機械設備將瓶蓋鉚接成型,同時加熱加壓,塑料瓶蓋與鋁瓶蓋緊密結合,無間隙。而手工鉚合無法加壓力,致使鋁蓋和塑蓋之間間隙較大,可上下晃動。

![]()
![]()