地址:煙臺市福山高新區祥福街88號
電話:+86-0535-6368878
傳真:+86-0535-6365799
郵箱:xinghua0535@126.com
免費電話:400 678 7035轉6636
網址:shiyuetong.cn

鋁瓶蓋料主要應用領域有:化妝品瓶蓋用鋁、易拉罐瓶蓋用鋁、酒蓋用鋁、醫療瓶蓋用鋁等。在鋁瓶蓋料生產的過程中,對材質的表面、板型及沖壓性能等有著很高的要求。鋁瓶蓋料被廣泛的使用在產品的包裝上。加工鋁塑蓋因為鋁具有良好的抗氧化性,在鋁的表面形成一層致密的氧化膜,很好保護了產品本來的物理性能,密封性很好,保證了產品的不與外界接觸。因此具有廣泛的用途。生活中常用的鋁蓋比如有:藥用瓶蓋合得獎號為8011,主要用在輸液瓶的封閉端口,其厚度為范圍為0.018-0.04mm,具有良好的密封性,5052合得獎號的瓶蓋料,主要用在易拉罐的瓶蓋上,5系合金加入了鎂元素。鋁塑蓋價格其硬度相對來說比其他合金的稍微要好點,用在易拉罐上,很好的解決了易拉罐在運輸過程中碰壓而產生的變形,保證了外形的美觀化。
檢查鉚接:鉚接尺寸應該相同,表面應該光滑,厚度均勻,沒有毛刺。而且手工鉚接時表面會出現凹凸不平、周邊不圓、拉絲和拉絲、毛邊等現象,尤其是用手工工具進行鉚接時,電熱溫度進行控制,鉚接材料受熱不均和變色,甚至會出現焦糊的現象。安徽加工鋁塑蓋檢查鋁塑瓶蓋之間的間隙,用機械設備將瓶蓋鉚接成型,同時加熱加壓達到緊密結合和無間隙。鋁塑蓋價格但是手工鉚合沒有辦法加壓力,導致鋁塑瓶蓋和瓶子之間的間隙會比較大,可以上下晃動。檢查鋁塑瓶蓋是否變形,它的邊緣是否平整,高度是否符合包裝要求和氧化處理等。鋁塑瓶蓋圓度直接影響封蓋機的正常工作,內徑和瓶口外徑的配合間隙不能過大,否則會在封口的時候出現皺邊。

充填壓力太小和速度太慢,在鋁塑蓋注射成型過程中,因壓力損失導致模腔壓力不足,熔料很難充滿整個型腔。注射時間太短,熔料還未充滿型腔,注射過程已結束,可適當延長注射時間或增加注射速度。模具溫度太低,熔料流動阻力增加,流速減慢,甚至在流道、澆口或充模中途凝固妨礙繼續進料,不易充滿型腔。鋁塑蓋價格可以調高冷水機的溫度,以增加模具溫度。鋁塑蓋料管溫度或熱流道溫度太低,影響熔料的流動性,容易導致充模不足,可適當增加溫度或加大注射壓力。安徽加工鋁塑蓋射嘴堵塞,影響出料,應清理射嘴,并使用干凈的原料。射膠油缸內泄,檢修射膠油缸并更換油封。射嘴漏膠,應調整機臺和模具中心點或者更換射嘴。

當前市場上所有的拉環蓋合并環都是由單色單體組成的,這種結構可以通過普通的注塑成型來實現,但是存在許多缺陷。鋁塑蓋價格當前的拉環主要使用同一物體來獲得局部薄區域,然后使用拉力將其分開。但是,為了得到一個相對較低的池,局部的稀薄位置通常越薄越薄,從而形成拉環和覆蓋物車身組合件泄漏,過程不穩定,破裂以及非常狹窄的過程窗口,特別是在批量生產中它不容易控制,因此更難以保證。并且,為了防止泄漏,產生了局部池被適當地加厚并且不容易打開的問題,并且還可能用太大的力拉動環(池部)。安徽加工鋁塑蓋一些消費者在不卸下密封環的情況下,使用鋒利的工具將其插入并挖入該密封環,這可能會帶來巨大的風險,引起問題并影響用戶體驗。

鋁塑蓋加工過程常見的質量故障有熔接痕,而熔接痕是注射件上的一種線狀痕跡,它是在制件有孔和嵌件時,塑料熔體分股流動或者澆口多于一個或厚度變化的情況下,兩股料流相遇在其接口處未完全熔合而造成的。加工鋁塑蓋料管溫度或熱流道溫度太低,熔體塑化不完全,應提高溫度或適當延長塑化時間。模具溫度太低,導致熔料流速減慢,冷卻過快,兩股料流在相遇時已無法有效進行熔合。鋁塑蓋制品的壁厚太薄,充模困難,由此加大了鋁塑蓋模具中的熔體溫差,易出現熔接痕的現象,此時可適當加大注射壓力或者提高料筒溫度。注射速度太慢,導致料流速度比較慢,先進入的型腔的熔體冷卻比較快。鋁塑蓋價格原料有水分,在注射過程中轉化為氣體,影響料流的熔合效果,應當烘干原料并對原料進行防潮處理。

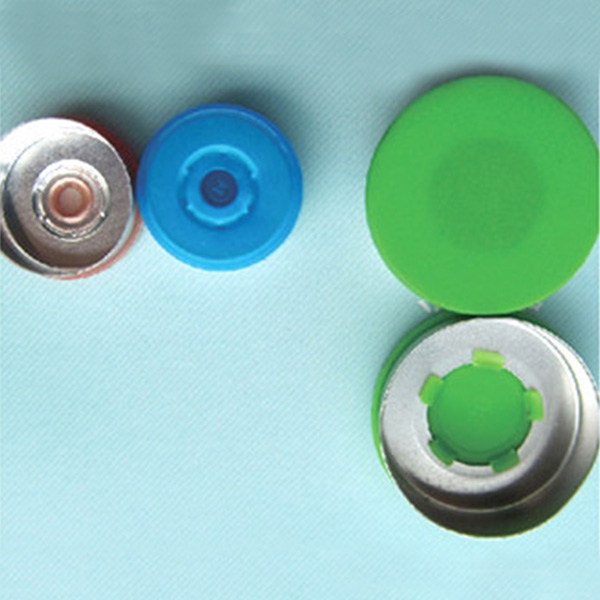
鋁塑蓋可重復使用,極具環保意義,稱得上是一種環保新方式。鋁塑蓋一出廠就具備兩種生命意義:第一是一種有效的塑性材料填塞系統。安徽加工鋁塑蓋第二是一種與其他瓶蓋相匹配的塑料固定塊,類似于在售的樂高積木pp管。鋁塑蓋的安全密封性能突出,目前很多廠家已經采用這種瓶蓋。鋁塑蓋創造一個可重復使用的產品可大幅降低對環境的影響。鋁塑蓋價格因為這種鋁塑蓋使用后不一定要被回收處理,可以直接再利用,留下的環境足跡非常小,在經濟上是可行的,而且還能轉變成貧困兒童的玩具,藝術工具和儀器,鼓勵環保意識。

![]()
![]()