地址:煙臺市福山高新區祥福街88號
電話:+86-0535-6368878
傳真:+86-0535-6365799
郵箱:xinghua0535@126.com
免費電話:400 678 7035轉6636
網址:shiyuetong.cn
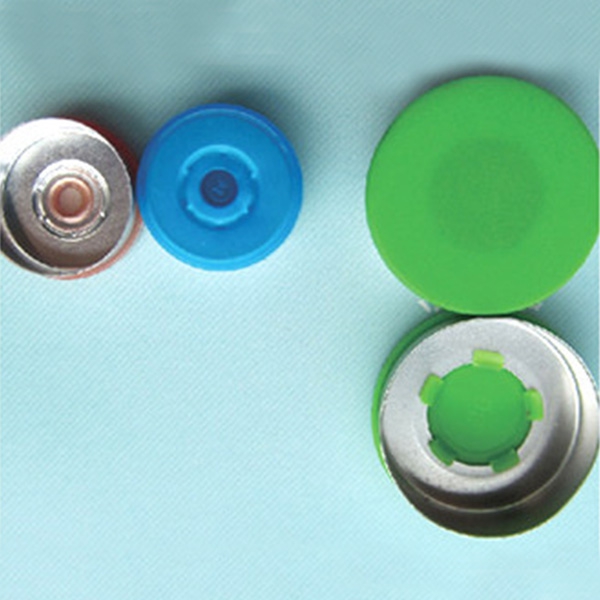
為了方便分析小容量瓶封口質量的影響因素,以常見的鋁塑蓋為例(其它瓶蓋也可以按此法舉一反三),重點分析鋁塑蓋與瓶口配套對封口質量的影響。其影響義可分為兩個方面一是鋁塑蓋材質和蓋體的壁厚;二是鋁蓋與瓶口的徑向配合公差和軸向(高度方向)的配合公差對封口質量的影響。
1.鋁塑蓋中鋁材的質量對封口質量的影響
口服液劑鋁塑蓋不管是全鋁蓋還是鋁塑復合蓋,也不管是否是撕拉蓋,其基礎是鋁蓋。而口服液劑的鋁蓋制作材質為工業純鋁或防銹鋁符合要求,也有采用其它牌號的鋁材。其中,工業純鋁塑性高、硬度低、延仲率大,其所生產的鋁蓋在封口時易軋制,故封口的鎖口平整光滑,不易起皺,蓋與瓶口的貼合性好。同時,鋁蓋的硬度HV值各生產廠均有標準,過低過高均不能達到封口良好的要求。
另外,鋁蓋的壁厚對封口質量及合格率也有較大的影響,一般鋁蓋壁厚標準為0.2mm,變動范圍在0.18-0.22mm為佳。然而,目前國內鋁蓋的實際壁厚為0.14-0.26mm,當較薄的鋁蓋(特別是直徑較大的鋁蓋)在封口時則易起皺。為了達到較好的封口效果,鋁蓋與瓶口的配合間隙應稍小些,鋁蓋的高度也應相應地短些。
2.鋁蓋與瓶口的配合狀況對封口質量的影響。
鋁塑蓋與瓶口的配合狀況對封口質量影響大,包括鋁塑蓋與瓶口的徑向配合公差和軸向(高度方向)的配合公差。在徑向配合公差組中,包括鋁塑蓋內徑D1和瓶口外徑D2二個配合尺寸,一般其配合間隙為0.3mm--0.4mm合適。當間隙過小時,白動上蓋工序就會出現“戴蓋”不正、“戴蓋”不上的情況;當間隙過大時,在軋蓋工序易出現掉蓋、鎖口形狀不圓、封口不嚴密、易松動等現象。另外,對于壁厚較厚的鋁塑蓋(0.2--0.26mm),可適當選用較大的配合間隙。


![]()
![]()